|
|
|
|
| 您好,歡迎來到太友科技官方網站 |
設為首頁 |
收藏本站 |
SPC應用與交流平臺 |
網站導航 |
||||
|
|
|
||||
|
|||||
|
|
|||||
|
|
首頁 |
|
下載中心 |
|
應用中心 |
|
知識庫 |
|
|
┙ 質量波動 機械加工過程的長期實踐表明,一名工人在同一臺機器設備上, 用同一種原材料,采用同樣的工藝方法,加工同一批零件,并用同一種計量儀器進行測量,所得的結果卻并非完全相同。這就是常說的產品質量特性值有波動的現象,在質量控制中,這種現象被稱為質量波動。質量波動在任何加工過程中都是客觀存在的,是不以人的意志為轉移的。考核工序質量的好壞,主要看其波動性的大小。波動小,工序質量就穩定;波動大,說明工序保證加工質量的能力差。僅是偶然因素造成的質量微小波動屬于正常波動,并且認為這時的生產過程處于統計控制狀態,簡稱受控狀態。僅有系統因素造成的質量波動屬于異常波動,并且認為此時的生產過程處于非統計控制狀態,簡稱失控狀態。 
造成產品質量波動的原因主要來自六個方面: ■ 人:操作者對質量的認識、技術熟練程度、身體狀況等; ■ 機器:機器設備、工夾具的精度和維護保養狀況等 ■ 材料:材料的成分、物理性能和化學性能等; ■ 方法:包括加工工藝、工裝選擇、操作規程等; ■ 測量:包括測量設各、試驗手段、測量方法等 ■ 環境:工作地的溫度、濕度、噪音、照明和清洗條件等; 
從工序質量控制的角度來看,通常把上述造成質量波動的六個因素(5MlE)歸納為兩類:隨機因素和系統因素。 1 隨機因素 隨機因素是生產過程中經常出現的,并且對產品質量經常起作用的不可準確判定其量值的影響因素,如原材料性能和成分的微小差異、加工設備開動時的輕微振動、工具材料的微小差異、夾具的微小松動、檢測設備和測量讀數的微小變化、工人操作上的微小變化、環境條件的微小變化等。隨機原因是過程所固有的,故始終存在,對質量的影響微小,但難以查明和除去,由于隨機波動的客觀特性,在質量過程控制中是允許它存在的 2 系統因素 系統因素是在加工過程中少量存在的,并且對產品質量不經常起作用的影響因素。一旦在生產過程中存在這類因素,就必然使產品質量發生顯著的變化。系統原因非過程所固有,對質量影響較大,但不難發現和除去,原因通常有:操作人員違反操作規程、機床震動過大、夾具嚴重松動、機床與夾具的調整發生變化、定位基準更改、刀具過渡磨損、原材料規格發生改變以及檢測誤差過大、讀數不準等。這類因素對質量波動的影響較大,使生產過程處于某種異常的狀態。在一定技術條件下,這類原因可以通過加強管理,從管理上加以消除 
針對系統因素即影響質量波動大的這些原因, 我們可以借助統計過程控制(Statistical Process Control,SPC)工具,這是常用的質量控制管理方法,通過它來對過程的各個階段進行監控,找出影響系統穩定生產的因素,從而提示管理者及時采取相應的措施,消除系統因素影響,保持工序的穩定狀態,保證產品的質量 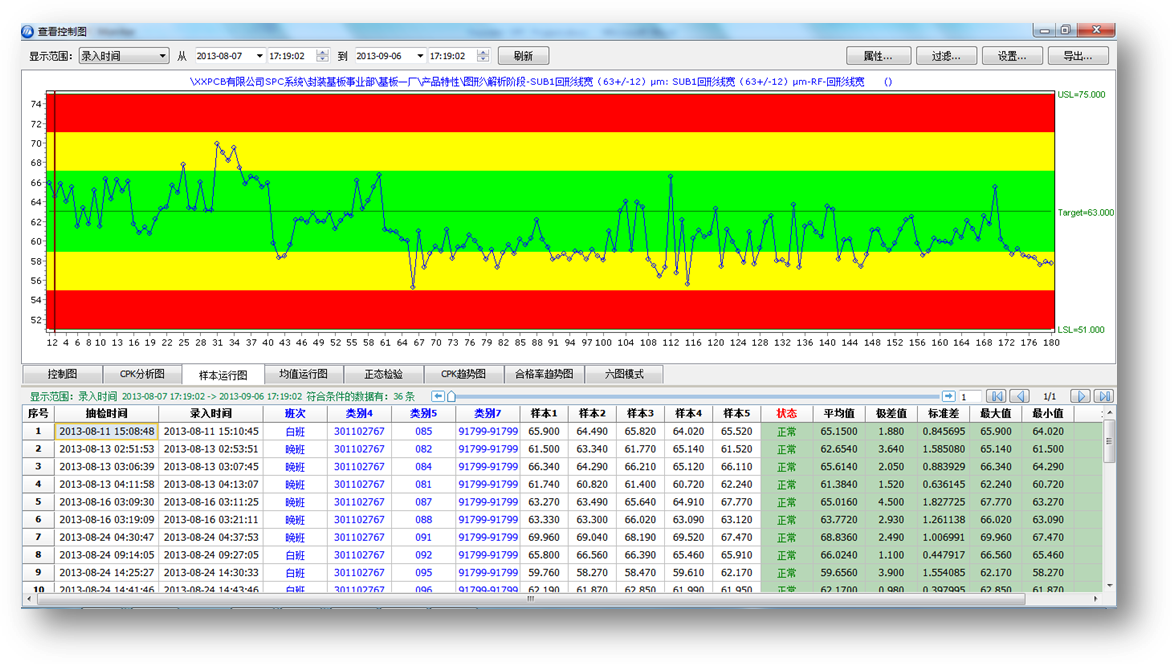
|
|
|
|
廣州市太友計算機科技有限公司 版權所有 電子郵件:
|
